Schweißrobotersteuerung
Diese Seite stellt die Schweißrobotersteuerung inklusive der Steuerung von Robotern durch Teaching und mit Sensoren vor.

Roboter steuern durch Teaching
Das Teaching ist ein Prozess, bei dem ein Roboter für einen Schweißvorgang angelernt wird. Beim Einsatz von Robotern ist dieser Prozess unerlässlich. Das Teaching kann auf zwei Arten erfolgen. Während eines Online-Teachings wird ein Roboter betrieben, um diesem den Vorgang beizubringen. Beim Offline-Teaching werden 3D-Daten und Vorgänge, die mit CAD oder anderen Methoden erstellt wurden, in den Speicher eines Roboters geladen.
Auch wenn das Teaching ein wichtiger Prozess zur Definition des Roboterbetriebs ist, erfordert es einen hohen Zeitaufwand. Online-Teaching wird immer häufiger eingesetzt, da der Zeitaufwand für das Teaching geringer ist.
Beim Online-Teaching wird ein Roboter tatsächlich zum Schweißen eingesetzt und die Bewegung mit Sensoren erfasst. Die mit den Sensoren erfasste Bewegung wird als Programm gespeichert. Durch die Echtzeitwiedergabe des gespeicherten Vorgangs (Teaching-Echtzeitwiedergabe) wird das Roboterschweißen ermöglicht.
Im Prozess des Roboterschweißens können Sie die Genauigkeit des automatischen Schweißens verbessern, indem Sie berührungslose Sensoren als Augen verwenden, damit der Roboter eine Tracer-Kontrolle durch das Verfolgen von Schweißnähten oder Messen der Fugenform durchführen kann.

Roboter steuern mit Sensoren
Steuerung mit Kontaktsensoren
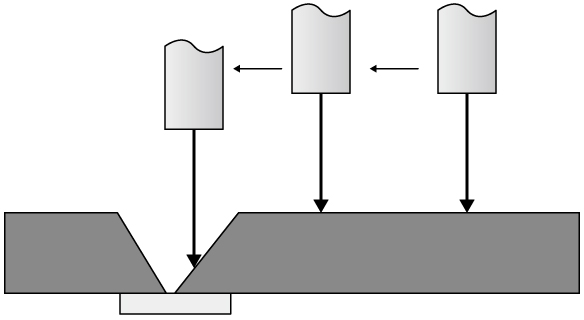
Wenn der Grundwerkstoff auf der Linie ankommt, verfolgt ein Messtaster oder ein Draht, der an der Elektrode oder dem Brennerende befestigt ist, die Oberfläche und erfasst die Schweißposition. Zwei Arten von Messtastern werden häufig verwendet: taktile Messtaster und Draht-Messtaster.
Ein taktiler Messtaster erfasst die Schweißposition, indem er den Taster, der sich zusammen mit dem Brenner bewegt, in die Schweißlücke einbringt und die Schweißnaht verfolgt.
Ein Draht-Messtaster leitet einen schwachen Strom durch einen Draht, der als Schweißzusatz verwendet wird, und lässt den Draht den Grundwerkstoff berühren, um relevante Positionen (wie z. B. Anfangs- und Endpositionen des Schweißvorgangs oder die Position der Schweißverbindung) zu erfassen. Dies hat den Nachteil, dass bei schwankenden Winkeln oder Öffnungsweiten der Fuge die Erkennung einige Zeit dauern kann, da der Messtaster die Kontaktpunkte wiederholt erfassen muss.
Erkennungsbeispiele mit einem taktilen Messtaster (Draht-Messtaster)
- Staberfassung
- Abstandserfassung

- Beispiel für eine Änderung der Fugenöffnungsweite

Steuerung mit berührungslosen Messtastern
Berührungslose Messtaster, die beim Roboterschweißen verwendet werden, sind Lichtbogensensoren und Laser-Wegmesssensoren.
Lichtbogensensoren werden für das Lichtbogenschweißen mit abschmelzenden Elektroden verwendet, um den Schweißstrom zu steuern, während die Elektrode entlang der Fuge pendelt, oder um die Position des Brenners entsprechend der Änderung der Lichtbogenspannung zu steuern. Die Kosten sind relativ niedrig, aber eine Tracer-Kontrolle ist je nach Werkstoff des Werkstücks ggf. nicht möglich. Im Allgemeinen sind Lichtbogensensoren nicht geeignet, um die Fugenform zu erfassen.
Laser-Wegmesssensoren wiederum sind Wegmessgeräte, die Laserstrahlen und optische Sensoren verwenden. Sie können mehr Informationen mit höherer Geschwindigkeit erkennen und ausgeben als andere Sensoren. Sie können zur schnellen Tracer-Kontrolle von Schweißnähten verwendet werden sowie die Fugenform messen und in Echtzeit an die Steuerung zurückgeben. Die verbesserte Genauigkeit des automatischen Schweißens und die kürzere Verarbeitungszeit haben zu einer zunehmenden Verbreitung von Laser-Wegmesssensoren geführt.
Laser-Wegmesssensoren können nach dem Laseremissionsverfahren klassifiziert werden. Ein Typ oszilliert den Lichtpunkt, um das Objekt zu bestrahlen, und der andere Typ nutzt eine Laserlinie, um eine große Fläche zu bestrahlen. So ermöglicht beispielsweise beim Tailored-Blank-(TB)-Prozess, bei dem mehrere Stahlbleche mit unterschiedlichen Werkstoffen und Eigenschaften mittels Laserschweißen auf komplexe Weise zu Werkstoffen für die Pressenbearbeitung verbunden werden, ein Laser-Wegmesssensor mit Schlitzlicht eine schnelle und genaue Erkennung und Steuerung der Schweißnaht.
Sensoren, die blaue Laser verwenden, können auch die Form von Schweißbädern erkennen, die unmittelbar nach dem Schweißen durch die Hitze rot sind. Dies verbessert die Qualität des automatischen Schweißens durch Echtzeit-Optimierung verschiedener Parameter, die die Beschichtungsmenge beeinflussen, wie z. B. Stromspannung und Stromstärke der Schweißstromversorgung und die Schweißgeschwindigkeit.
- Ein großflächiger Lasersensor ermöglicht die Messung und Ausgabe von Form, Position und Winkel der Fuge mit einem einzigen Messkopf.
-
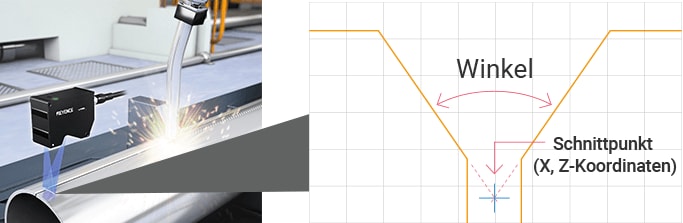
Beispiel für die Vermessung der Schweißlücke mit dem 2D/3D-Laser-Profilsensor der Modellreihe LJ-V7000.

