Vision Sensor

Ein Vision-Sensor beinhaltet die Kamera und eine Beleuchtung, so dass er einfach und schnell einsetzbar ist. Durch die Flächenprüfung sind stabile Abfragen auch bei variierender Bauteilposition möglich. Das Portfolio umfasst auch einen Sensor, der mit KI noch mehr Möglichkeiten bietet, instabile Abfragen deutlich stabiler zu lösen. Insbesondere bei Störlicht, Chargenabweichungen oder Einstellungsfehlern.
Produktpalette

Ausgestattet mit der neuesten Technologie im Bereich der künstlichen Intelligenz, eröffnet die Modellreihe IV4 völlig neue Möglichkeiten. Der AI Vision-Sensor ist in der Lage, Bauteile ohne Positionskorrektur zu erkennen, und zu prüfen, ob sich die richtige Anzahl von Bauteilen an der richtigen Stelle befinden. Außerdem kann er Prüfobjekte unter schwierigsten Bedingungen lesen und zählen. Die Modellreihe IV ist bekannt für Ihre Einfachheit und Stabilität. Die Modellreihe IV4 ist in diesem Punkt stärker denn je. Die gesteigerte Helligkeit, die Option für ein breites und schmales Bildfeld und die hoch optimierte Hardware sorgen dafür, dass der IV4 sehr stabil gegenüber Umwelteinflüssen wie Umgebungslicht oder Veränderungen der Oberfläche ist. Selbst Anwendungen, die für gängige Vision-Sensoren schwierig sind, können mit der Modellreihe IV4 und seinen AI-Tools sehr einfach gelöst werden.
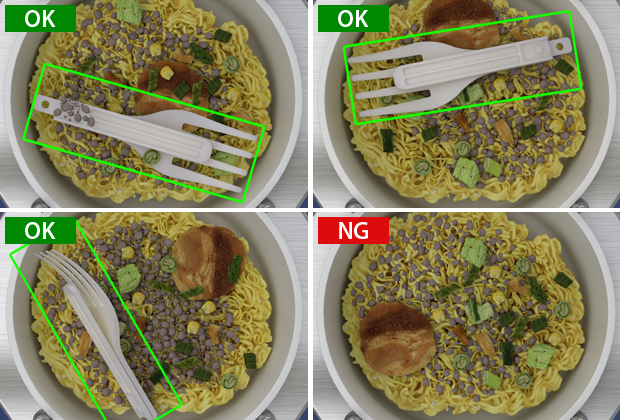
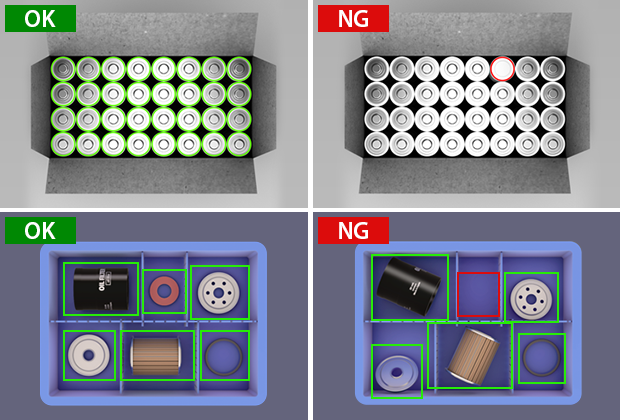




Im Unterschied zu gängigen Vision-Sensoren bestimmt der AI Vision-Sensor der Modellreihe IV3 automatisch alle Bild- und Erkennungseinstellungen mit seiner speziell auf Anwesenheits-/Differenzprüfungen ausgelegten künstlichen Intelligenz. Installation und Bedienung sind einfach: Legen Sie den zu prüfenden Bereich am Objekt fest und registrieren Sie mindestens ein OK- und ein NG-Bild. Es sind keine speziellen Vorkenntnisse oder ein hoher Zeit- und Arbeitsaufwand für die Einrichtung erforderlich. Das All-in-One Design umfasst die Kameraoptik zur Bildaufnahme, den Controller zur Auswertung und eine modulare Beleuchtung für eine stabile Bauteilüberprüfung ohne Beeinträchtigung durch das Umgebungslicht. Die besonders kleinen Sensorköpfe des Kompaktmodells sowie die All-In-One Modelle unterstützen flexible Arbeitsabstände im Bereich von 50 bis 3000 mm. Zudem verfügt der AI Vision-Sensor über ein maximales Bildfeld von 2730 × 2044 mm, so dass eine Vielzahl von Anwendungen möglich ist.


Die KI im Vision-Sensor der Modellreihe IV2 ist speziell für die Anwesenheits- und Differenzprüfung konzipiert. Anwender müssen lediglich ein OK- und NG-Produktbild registrieren, um die Einrichtung abzuschließen. Helligkeit, Fokus und Erkennung werden automatisch von der KI konfiguriert, was eine einfache Inbetriebnahme ohne spezielle Kenntnisse im Bereich Bildverarbeitung erfodert. Die Einstellvorgänge können über eine kleine Auswerteeinheit mit integrierter Hochleistungs-CPU durchgeführt, wodurch ein separater PC überflüssig wird. Die Modellreihe IV2 bietet außerdem den gleichen Bedienkomfort wie die Modellreihe IV, einschließlich der intuitiven Bedienung mit einer kompakten Auswerteeinheit und einem Touchscreen-Monitor, sowie der sofortigen OK/NG-Benachrichtigung über die gut sichtbare LED am Sensorkopf.






Die Modellreihe IV ist der meistverkaufte Vision-Sensor von KEYENCE, der sich aufgrund der internen Beleuchtung und einer einfachen Einrichtung bestens bewährt hat. Farb-, form- und kantenbasierte Unterscheidung sowie Zeichenerkennung (OCR) gehören zu den verfügbaren Werkzeugen, um für die jeweilige Anwendung passende Programme zu erstellen. Durch die automatische Helligkeitsanpassung und den hochpräzisen Autofokus braucht der Anwender den kompakten Monitor nur, um die Tools einzurichten. Der kompakte Kopf ist zudem mit einer lichtstarken Hi-R-Beleuchtung ausgestattet. Die kompakten Geräte können fast überall installiert werden und die integrierte Beleuchtung sorgt dabei für eine helle, gleichmäßige Ausleuchtung des gesamten Sichtfeldes. Dies garantiert eine stabile Erkennung. Die Sensorkopf-Produktpalette umfasst zehn verschiedene Modelle, die unterschiedliche Anforderungen an Erkennung, Entfernung, Sichtfeld und Objektgröße erfüllen.

Die optischen Allzwecksensoren der Modellreihe AI prüfen auf Merkmalsunterschiede in einer Fläche. Statt einer punktuellen Prüfung, vergleicht dieser Sensor die Pixelunterschiede in einem bestimmten Bereich, um so Abweichungen vom eingelernten Referenzzustand erkennen zu können. So werden nicht nur Musterunterschiede, sondern auch Kontrastunterschiede oder Lageunterscheidungen durchgeführt.

Vision-Sensoren analysieren die von einer Kamera aufgenommenen Bilder, um festzustellen, ob Objekte vorhanden sind oder um die Unterschiede zwischen Form und Farbe des Objekts zu bestimmen.
Die kompakten, integrierten Sensorköpfe enthalten eine Kamera, eine Beleuchtung und einen Controller, was die Konfiguration und den Betrieb einfacher macht als bei Bildverarbeitungssystemen.
Vision-Sensoren unterscheiden sich von Allzwecksensoren wie z. B. photoelektrischen Sensoren und Lichtleitersensoren durch ihre Fähigkeit, eine mehrere Erkennungen gleichzeitig durchzuführen und komplexe Farb- und Formunterscheidung vorzunehmen. Vision-Sensoren bieten außerdem einen hohen Freiheitsgrad in Bezug auf die Erkennungseinstellungen, so dass mit einem einzigen Vision-Sensor verschiedene Applikationen durchgeführt werden können. Darüber hinaus ist dank des Funktionsprinzips, einen großen Bereich mit einem Bild zu erfassen, eine Erkennung auch dann möglich, wenn die Objektposition variiert.
Funktionsprinzip von Vision-Sensoren
Das von der Kamera in einem Vision-Sensor erfasste Bild durchläuft das Objektiv und wird durch das Lichtaufnahmeelement in ein elektrisches Signal umgewandelt. Die Helligkeit und die Form des Objekts werden dann entsprechend der Hell/Dunkel- und Intensitätsinformation getrennt nach der Anzahl der Punkte des Lichtaufnahmeelements bestimmt.
Das am häufigsten in Vision-Sensoren verwendete Lichtaufnahmeelement ist ein CMOS, ein Halbleiter, der als „elektronisches Auge“ fungiert und eine Hochgeschwindigkeitsübertragung ermöglicht, indem er die Signale von jedem Pixel verstärkt und direkt erkennt. Da jedes Pixel über eine eigene Auswerteeinheit verfügt, kann das elektrische Rauschen, das beim Auslesen der elektrischen Signale entsteht, unterdrückt werden. Im Vergleich zu CCD – Bildsensoren mit analogen Hochspannungsschaltungen –benötigen CMOS dank ihrer digitalen Schaltung weniger Strom, und Nachzieheffekt und Blooming sind in der Regel kein Problem.
Diese Vorteile machen Vision-Sensoren dank ihrer kompakten Größe und ihrer stabilen, schnellen Erkennungsleistung zu einer beliebten Wahl in verschiedensten Fertigungsanlagen.
Arten von Vision-Sensoren
Vision-Sensoren sind in zwei Ausführungen erhältlich: monochrom oder farbig. Beide Arten wandeln die vom Objektiv erfasste Helligkeit in elektrische Signale um und verwenden die Hell/Dunkel- und Intensitätsinformationen, um die Kontur, Helligkeit und Form eines Objekts zu bestimmen. Der Aufbau des Lichtaufnahmeelements und die Bildverarbeitungsprinzipien unterscheiden sich jedoch zwischen den beiden Ausführungen. Auch die Eigenschaften der einzelnen Differenzierungsverfahren sind unterschiedlich.
Monochrome Vision-Sensoren:
Monochrome Vision-Sensoren enthalten keinen Bayer-Filter, der zur Extraktion der Farben Rot, Grün und Blau (RGB) verwendet wird. Das bedeutet, dass die von einem monochromen Vision-Sensor erfassten Bilder klare Schwarz-Weiß-Bilder sind, die keine durch den Bayer-Filter verursachte Gitterstruktur aufweisen.
Solche monochromen Sensoren bieten eine hohe Lesegeschwindigkeit und eine stabile Erkennung für Anwendungen, bei denen keine Farbinformationen erforderlich sind, wie z. B. beim Lesen von Barcodes, detektieren von Außenmaßen, abgleichen von Mustern oder zählen von Prüfobjekten. Werden jedoch gelegentlich Farbbilder zur Unterscheidung benötigt, empfiehlt sich ein Farb-Vision-Sensor.
Farb-Vision-Sensoren:
Farb-Vision-Sensoren sind mit einem Bayer-Filter ausgestattet, der das durch das Objektiv eingefangene Licht in RGB-Farben unterteilt. Der Bayer-Filter ist vor dem Lichtaufnahmeelement angebracht und wird mit jedem Pixel verbunden. Wenn das vom Prüfobjekt reflektierte Licht den Bayer-Filter durchläuft, erhalten die einzelnen Pixel auf dem Lichtaufnahmeelement entweder R-, G- oder B-Farbinformationen. Nachdem die erfassten Farbinformationen in elektrische Signale umgewandelt wurden, werden die Signale durch einen Prozess, der Bayer-Konvertierung genannt wird, zur Erstellung eines einzelnen Bildes verwendet.
Dadurch können Farb-Vision-Sensoren nicht nur äußere Abmessungen, Formen und Mengen genau bestimmen, sondern auch kleine Unterschiede zwischen Farben und Intensität erkennen.
Vorteile von Vision-Sensoren
Vision-Sensoren erkennen die Form eines Prüfobjekts, indem sie die Oberfläche des Objekts als Bild erfassen. Dadurch entfällt die Notwendigkeit, die Position und den Winkel des Bauteils auszurichten, was wiederum die Notwendigkeit einer Positionierungsvorrichtung überflüssig macht und die Erkennung von Objekten in Bewegung ermöglicht. Da das Förderband mit den Objekten nicht angehalten werden muss, ist eine stabile Erkennung auch bei Hochgeschwindigkeitslinien möglich.
Kontakt-Wegmesssensoren und Laser-Wegmesssensoren erfassen Informationen von einem bestimmten Punkt des Prüfobjekts, weshalb so viele Sensoren wie Erkennungspunkte erforderlich sind. Dies führt zu einem erheblichen Aufwand bei der Installation einer großen Anzahl von Sensoren und deren Positionierung an den gewünschten Stellen. Außerdem ist die Erkennung nur möglich, während das Bauteil angehalten wird.
Vision-Sensoren sind also immer dann klar im Vorteil, wenn mehrere Punkte geprüft, Bauteile in der Bewegung abgefragt oder Objekte nicht lagegetreu positioniert werden können.
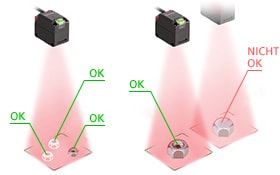
Vision-Sensoren sind in der Lage, präzise Farbunterschiede zu prüfen. Ihr Design macht sie zudem weniger anfällig für Blendung durch Auflicht. Dies ermöglicht eine stabile Erkennung, auch wenn die Objektfarbe ungleichmäßig ist oder sich glänzende Stellen im Erkennungsbereich befinden.
Die häufigste Anwendung für Farbsensoren ist die Farbdifferenzierung. Kleine Farbunterschiede und Farbunregelmäßigkeiten im Erkennungsbereich führen jedoch bei einigen Farbsensoren häufiger zu Fehlerkennungen. Blendung durch Licht, das von Metallteilen reflektiert wird, kann ebenfalls falsche Erkennungen verursachen. Externe Beleuchtungen können helfen, die Auswirkungen von Blendlicht zu reduzieren, aber die Konfiguration der Beleuchtungsbedingungen erfordert eine entsprechende Qualifikation und die Umrüstung nimmt viel Zeit in Anspruch.
Vision-Sensoren hingegen können automatisch Einstellungen für Farbdifferenzierung, Blendlicht und andere Faktoren vornehmen. Damit ist eine stabile Erkennung auch ohne separate Beleuchtung jederzeit möglich, und selbst feine Farbunterschiede werden erkannt. Die Sensoren sind außerdem in der Lage, automatisch zu erkennen, wann sich das Objekt ändert, um die Erkennungsbedingungen und Beleuchtungseinstellungen bei Bedarf neu zu konfigurieren.
Mit einem Vision-Sensor können Erkennungsbedingungen wie Kontur, Farbe und Fläche für mehrere Stellen konfiguriert werden, und die Erkennung ist für alle Stellen gleichzeitig möglich. Dadurch entfällt die Notwendigkeit, zahlreiche Sensoren zu installieren. Diese unterschiedlichen Erkennungsbedingungen können auch gespeichert werden.
In einem bisher eingesetzten System setzt die Durchführung verschiedener Erkennungen wie Anwesenheit, Kontur, Farbe und Fläche die Installation von Farbsensoren, photoelektrischen Sensoren oder Laser-Wegmesssensoren entsprechend der gewünschten Erkennung voraus.
Mit Vision-Sensoren können jedoch unterschiedliche Erkennungsbedingungen an verschiedenen Stellen gleichzeitig genutzt werden. Die Möglichkeit, die Erkennung mit den unterschiedlich konfigurierten Einstellungen gleichzeitig durchzuführen, bedeutet, dass eine Differenzierung, die normalerweise mehrere Sensoren erfordert, mit nur einem Gerät durchgeführt werden kann. EIne Speicherung der Erkennungsbedingungen bedeutet außerdem, dass sie bei Bedarf einfach abgerufen werden können. Dies trägt dazu bei, nicht nur die Anzahl der benötigten Sensoren, sondern auch den Zeitaufwand für Umrüstungen deutlich zu reduzieren.
Anwendungsbereiche von Vision-Sensoren
Automobilindustrie
Bei der Verwendung eines Kontakt-Wegmesssensors, eines Laser-Wegmesssensors oder eines Farbsensors zur Erkennung mehrerer Schweißmuttern an Automobil- oder von Clips zur Befestigung von Innenraumkomponenten, muss eine große Anzahl von Sensoren verwendet werden. Dabei wird viel Zeit für die Installation und Einrichtung benötigt. Außerdem ist eine exakte Positionierung erforderlich.
Ein einzelner Vision-Sensor der Modellreihe IV4 mit künstlicher Intelligenz kann jedoch einen Bereich von 2730 × 2055 mm abfragen. Dieser Bereich ist groß genug, um bis zu 16 montierte Muttern oder Innenklammern auf einmal zu erfassen, wodurch die Gesamtzahl der zu installierenden Sensoren reduziert wird. Da die Erkennung zudem nicht durch Blendung aufgrund von Auflicht beeinträchtigt wird, ist eine stabile Erkennung auch bei glänzenden Prüfobjekten möglich.
Elektro- und Elektronikindustrie
Durch den Einsatz eines Bildverarbeitungssystems zur Überprüfung des Anschlusses von Kabeln für elektrische Komponenten und Leiterplatten entfällt durch das große Sichtfeld die Notwendigkeit der Positionierung. Die hohe Auflösung des Systems gewährleistet eine stabile Erkennung auch bei dünnen Kabeln und kleinen Komponenten. Die Installation und Konfiguration eines solchen Systems nimmt jedoch viel Zeit in Anspruch und das System selbst ist teuer.
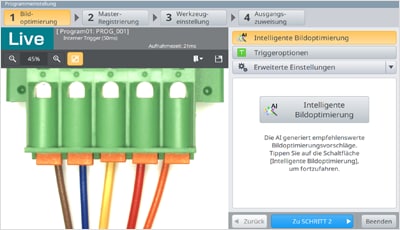
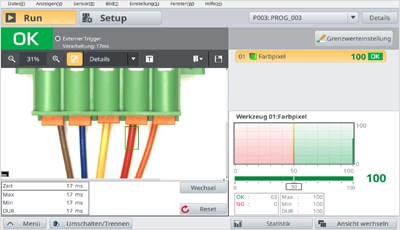
Vision-Sensoren der Modellreihe IV4 mit künstlicher Intelligenz sind mit Funktionen zur automatischen Fokus- und Helligkeitseinstellung ausgestattet. Das bedeutet, dass die Erkennung von fehlenden oder falschen Verdrahtungen mit optimaler Schärfe und Helligkeit erfolgen kann - und weil ein einziges Gerät einen großen Erkennungsbereich abdecken kann, lassen sich auch große Leiterplatten problemlos überprüfen. Die integrierte KI kann zudem die notwendigen Einstellungen für die Batteriedrahterkennung vornehmen, wie z. B. Farbunterscheidung und Kantenerkennung.
Das macht die Modellreihe IV4 zur idealen Wahl in Bezug auf Funktionalität, Benutzerfreundlichkeit und Preis.
Kunststoff-, Gummi- und andere Industrien
Zur Erkennung von Gussresten an geformten Produkten können verschiedene Arten von Sensoren verwendet werden, darunter auch photoelektrische Sensoren. Die Anzahl der benötigten Sensoren hängt jedoch von der Anzahl der Erkennungspunkte ab. Bei großen Werkzeugen wird auch der Erkennungsbereich breiter, so dass zahlreiche Sensoren ausgerichtet werden müssen.
Die Modellreihe AI der Pattern-Matching-Sensoren von KEYENCE ist in der Lage, Oberflächen als Bild zu erfassen, und die integrierte KI wird zur automatischen Positionserkennung von Prüfobjekten eingesetzt. Dies erleichtert die Positionierung im Vergleich zu photoelektrischen Sensoren und anderen Sensoren, die nur Punkte auf einem Objekt erfassen und ermöglicht gleichzeitig eine stabile Erkennung. Die Modellreihe AI kann dabei im Anwesenheitsprüfmodus oder im Differenzprüfmodus verwendet werden. Profitieren Sie von einer komfortablen Funktionalität mit der gleichen Benutzerfreundlichkeit wie bei einem Allzwecksensor.
Im Gegensatz zu punktbasierten Erkennungssensoren, wie z. B. photoelektrischen Sensoren, ermöglicht die Modellreihe AI eine stabile Erkennung und bietet alle erforderlichen Funktionen bei einfacher Einrichtung und Bedienung.

Diese Zusammenstellung von Anwendungsbeispielen für Vision-Sensoren bietet einen detaillierten Einblick in die Modellreihe IV4, die eine einfache und stabile Erkennung für jeden Anwender ermöglicht. Die Beispiele sind zur einfacheren Übersicht nach Branchen kategorisiert.
Häufig gestellte Fragen zu Vision-Sensoren
Falsch ausgerichtete Produkte können bei Sensoren, die Punkte auf einem Prüfobjekt erfassen, wie z. B. photoelektrischen Sensoren, falsche Erkennungen verursachen. Das bedeutet, dass Positioniervorrichtungen erforderlich sind, um eine genaue Positionierung zu gewährleisten.
Vision-Sensoren erkennen die Form eines Prüfobjekts, indem sie die Oberfläche des Objekts als Bild erfassen. Diese Merkmale werden dann analysiert, um die Position und Ausrichtung des Erkennungsmerkmals zu bestimmen. Dies gewährleistet eine genaue Unterscheidung, selbst wenn die Position des vorbeiziehenden Objekts nicht korrekt ausgerichtet ist.
Darüber hinaus ist der Erkennungsbereich der Modellreihe IV4 sehr groß (2730 × 2055 mm), und eine genaue Erkennung und Unterscheidung ist überall innerhalb des Bereichs möglich, selbst bei falsch ausgerichteten Objekten.
Photoelektrische Sensoren und Kontakt-Wegmesssensoren erfassen Informationen von einem bestimmten Punkt auf einem Prüfobjekt und benötigen die gleiche Anzahl von Sensoren wie Prüfmerkmale. Alle diese Sensoren müssen installiert und konfiguriert werden, bevor die Prüfung durchgeführt werden kann. Außerdem wird bei einem Wechsel des Produkttyps ein erheblicher Zeitaufwand für die Umrüstung benötigt.
Die Modellreihe IV4 hingegen erfasst die Oberfläche des Produkts und ermöglicht so die Erkennung von bis zu 16 verschiedenen Punkten innerhalb des Sichtfelds. Dazu gehören nicht nur Anwesenheitsprüfung und Formanalyse, sondern auch Farbe, Abstand und verschiedene andere Unterschiede. Außerdem können bis zu 32 Konfigurationen für die Erkennungseinstellung gespeichert werden (für 32 verschiedene Produkte), und das Ändern der Einstellungen ist einfach durch das Laden der Konfiguration für das jeweilige Produkt möglich.
Das bedeutet, dass die Anzahl der für die Differenzprüfung erforderlichen Sensoren sowie der Zeitaufwand für Installation, Einrichtung und Umrüstung erheblich reduziert werden können.
Blendung durch das starke Auflicht von polierten Metalloberflächen kann bei bisherigen Systemen zu einer fehlerhaften Erkennung führen. Bei photoelektrischen Sensoren und Farbsensoren wird die Farbe an einem einzigen Punkt erkannt, was eine stabile Erkennung erschwert.
Vision-Sensoren der Modellreihe IV4 mit künstlicher Intelligenz verfügen jedoch über Funktionen zur automatischen Fokus- und Helligkeitsanpassung, die eine stabile Erkennung ermöglichen, indem sie den optimalen Fokus und die optimale Helligkeit ohne separate Beleuchtung bestimmen. Die Erkennungseinstellungen für Farbunterscheidung, Konturen und andere Faktoren werden ebenfalls automatisch von der KI konfiguriert.
Die Modellreihe IV4 nutzt KI, um die Unterscheidung auch bei glänzenden Oberflächen zu gewährleisten, indem sie die idealen Erkennungsbedingungen ermittelt. Dadurch ist es dem Anwender möglich, neue Abfragen mit erheblicher Erkennungsstabilität einzurichten.



Lernen Sie Methoden zur weiteren Minimierung der Erkennungszeiten mit Vision-Sensoren, zur stabilen Erkennung selbst kleinster Produkte und zur LED-Beleuchtung für die Erkennung kennen. Dieser Leitfaden enthält eine Vielzahl von Tipps und Techniken zur Reduzierung der Taktzeit und zur Gewährleistung einer stabilen Erkennung.

