Effiziente Wölbungsmessung
Zu den Messsystemen, die zur Wölbungsmessung einer Oberfläche verwendet werden, gehören Messuhren, Profilmesssysteme und 3D-Koordinatenmessgeräte. Da es sich bei einer Wölbung jedoch um eine dreidimensionale Verformung handelt, ist es schwierig, sie mit diesen gängigen Messmethoden, die auf Messpunkten und -linien beruhen, präzise zu messen.
Je nach Form und Größe des Messobjekts gibt es viele Stellen, an denen die Wölbung mit bisher verwendeten Methoden nicht präzise gemessen werden kann oder an denen Messungen bisher nicht möglich waren.
Auf dieser Seite werden grundlegende Kenntnisse über Wölbung, Messmethoden, Herausforderungen bei der gängigen Messung und die neuesten Lösungen für diese Herausforderungen erläutert.
- Wölbung
- Ebenheit
- Ursachen und Auswirkungen von Wölbungen
- Bedeutung der Wölbungsmessung und mögliche Herausforderungen
- Lösung von Herausforderungen bei der Wölbungsmessung
- Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei komplexen Wölbungsmessungen
Wölbung
Wölbung ist ein Begriff, der beschreibt, wie sich ein Objekt durchbiegt. Im Allgemeinen bezieht sich die Wölbung von industriellen Produkten auf die Krümmung von Plattenmaterialien und zeigt an, ob die Ebenheit die vorgegebenen Toleranzwerte überschreitet.
Ebenheit
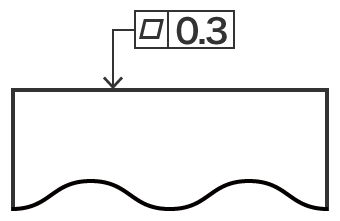
Ebenheit wird als der Unterschied zwischen einer nominell ebenen Oberfläche und einer geometrisch korrekten Ebene definiert. In Zeichnungen wird sie wie folgt angezeigt:
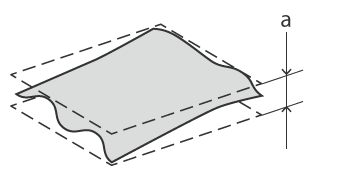
- a
- 0,3 mm oder weniger
Angenommen, das Messobjekt liegt zwischen zwei vollkommen flachen und parallelen Ebenen. Der Abstand zwischen diesen Ebenen ist die Ebenheit. Mit anderen Worten: Wenn die Toleranz angibt, wie flach das Objekt sein soll, müssen der konvexeste Teil und der konkavste Teil innerhalb zweier paralleler Ebenen oberhalb und unterhalb der Oberfläche liegen, die durch den angegebenen Abstand voneinander getrennt sind.
Ein Bild zur Angabe der Ebenheitstoleranz in der obigen Zeichnung sieht wie folgt aus:
Ursachen und Auswirkungen von Wölbungen
Es gibt eine Vielzahl von Ursachen und Auswirkungen von Wölbungen bei Produkten und Messobjekten, je nach Material sowie Herstellungs- und Umformverfahren. Im Folgenden finden Sie einige Beispiele.
Wölbung von Kunststoff-Formteilen
Beim Kunststoffspritzgießen kommt es bei geformten Produkten zu Wölbungen aufgrund von Ursachen wie Schrumpfungsunterschieden beim Erstarren des Kunststoffs, Temperaturunterschieden beim Abkühlen in der Form und der Materialausrichtung.
Beim Spritzgießen können Wölbungen durch die Dauer und den Druck der Einspritzung und der Druckhaltung verursacht werden.
Wölbung von Wafern
Ein Wafer wird während des Produktionsprozesses einer (mechanischen) Belastung ausgesetzt. In vielen Fällen wird diese Belastung nicht gleichmäßig auf die Ober- und Unterseite des Wafers ausgeübt, was zu einer Wölbung führt. Insbesondere beim Polieren, wenn die Belastung auf der bearbeiteten Oberfläche groß ist, kann es aufgrund von Eigenspannungen zu einer konvexen Wölbung (Vorwärtswölbung) oder konkaven Wölbung (Rückwärtswölbung) kommen.
Gewölbte Wafer beeinträchtigen die Produktionsquote. Wölbungen können nicht nur zu Fehlern bei der Chip-Bestückung führen, sondern auch zu anderen Herausforderungen, wie z. B. heruntergefallenen Wafern aufgrund von Vakuumlecks und Saugfehlern.
Wölbung von Leiterplatten
Aufgrund der immer kompakteren Bauweise und der höheren Bestückungsdichte bei elektronischen Komponenten wird im Allgemeinen das Reflow-Verfahren für die Montage von Komponenten verwendet. Durch die Erwärmung während des Reflow-Verfahrens kann es jedoch zu Wölbungen der Leiterplatten kommen.
Wenn sich eine Leiterplatte während des Reflow-Verfahrens verzieht, kann dies zu einem Anheben der montierten IC-Anschlussstifte führen, was wiederum Montage- oder Anschlussfehler zur Folge hat.
Auch nach der Montage kann die vom Netzteil während des Betriebs erzeugte Wärme zu einer Wölbung der Leiterplatte führen, die ein Versagen der Komponentenkontakte und eine Fehlfunktion des Produkts zur Folge hat.
Wölbung von Metallplatten
Typische Ursachen für Wölbungen sind die Hitze und die Eigenspannung, die beim Pressen und verschiedenen anderen Arten der Metallbearbeitung auftreten.
Wenn jedoch die Ebenheit des Plattenmaterials für das Pressen nach dem Schneiden durch Drahterodieren nicht beibehalten wird, kann dies die Produktform nach dem Pressen beeinträchtigen. Da es bei metallischen Werkstoffen aufgrund von Wärmeausdehnung zu Wölbungen kommen kann, ist es wichtig, die Temperaturen von Vorrichtungen und Formmaschinen sowie die Lagertemperatur des Materials sorgfältig zu berücksichtigen.
Bedeutung der Wölbungsmessung und mögliche Herausforderungen
Neben den oben genannten Beispielen gibt es viele Fälle, in denen Wölbungen als Folge von Hitze oder Eigenspannung auftreten. Um das Auftreten von Defekten und Fehlern zu verhindern und eine stabile Qualität zu gewährleisten, ist es wichtig, Wölbungen beim Material vor der Formgebung und bei Produkten nach der Formgebung präzise zu messen.
Wie unten dargestellt, werden verschiedene Methoden zur Wölbungsmessung verwendet.
- Befestigung einer Messuhr an einem Arm und Ablesen der Änderungen des gemessenen Wertes, während die Messuhr entlang der Oberfläche des Messobjekts geführt wird
- Verwendung eines transparenten Glasmaßstabs mit einer flachen Messfläche und Positionierung der Plangläser auf der Messfläche, um die Anzahl der Streifen zu messen (optische Interferenzstreifen: Newtonsche Ringe)
- Messung mit einem Profilmesssystem oder 3D-Koordinatenmessgerät
Bei der Wölbungsmessung mit gängigen taktilen Messsystemenn treten jedoch folgende Herausforderungen auf:
Herausforderungen bei der Messung von Wölbungen mit einem Profilmesssystem
Ein Profilmesssystem oder Konturograph misst und erfasst das Profil eines Messobjekts, indem es dessen Oberfläche mit einem Taststift, auch als Messtaster bezeichnet, nachfährt.
In den letzten Jahren wurden Profilmesssysteme entwickelt, die mit einem Laser anstelle eines Taststifts komplexe Formen messen, indem sie das Profil berührungslos verfolgen. Einige Modelle sind sogar in der Lage, Messungen sowohl der Ober- als auch der Unterseite durchzuführen.
Bei der Messung der Wölbung mit einem Profilmesssystem ergeben sich die folgenden Herausforderungen:
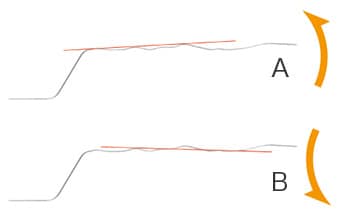
- A
- Neigung nach oben
- B
- Neigung nach unten
- Da das Messobjekt durch Abtasten entlang einer Linie gemessen wird, ist es schwierig, Wölbungen zu erkennen.
- Es ist nicht möglich, die Beschaffenheit der gesamten Messobjektoberfläche zu ermitteln.
- Wenn sich auf der gemessenen Oberfläche Unregelmäßigkeiten (montierte Chips) befinden, wie es auf einer Leiterplatte nach der Bestückung der Fall ist, ist es schwierig zu erkennen, ob die Leiterplatte selbst verzogen ist oder nicht.
- Das Festlegen einer Bezugsebene mit Hilfe von Linien ist schwierig, weshalb es zu Fehlern bei der Messung kommen kann (siehe Abbildung).
Herausforderungen bei der Messung von Wölbungen mit einem 3D-Koordinatenmessgerät

Bei der Wölbungsmessung mit einem 3D-Koordinatenmessgerät muss der Messtaster in der Regel mindestens vier Ecken der Messobjektoberfläche berühren.
Bei einer Platte zum Beispiel werden üblicherweise sechs bis acht Punkte gemessen. Wenn die Messfläche groß ist, kann die Genauigkeit der Messung verbessert werden, indem die Anzahl der Messpunkte erhöht wird, um mehr Messdaten zu sammeln.
Bei der Wölbungsmessung treten jedoch folgende Herausforderungen auf:
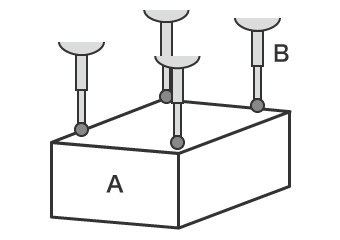
- A
- Messobjekt
- B
- Messtaster
- Da die Messung nur über einen Punktkontakt erfolgen kann, ist es schwierig, die gesamte Form des Messobjekts zu erkennen.
- Die Messung von mehr Punkten, um mehr Messdaten zu erhalten, erfordert viel Zeit. Dennoch ist es weiterhin nicht möglich, die detaillierte Form des gesamten Messobjekts zu erkennen.
Lösung von Herausforderungen bei der Wölbungsmessung
Da handelsübliche taktile Messsystemee Formen anhand von Linien oder Punkten messen, können sie nicht die gesamte Oberfläche des Messobjekts erfassen. Wenn mehr Punkte gemessen werden, um mehr Messdaten zu erhalten, ist ein hoher Zeitaufwand erforderlich. Dennoch ist es weiterhin nicht möglich, Wölbungen und andere Elemente der detaillierten Form des gesamten Messobjekts zu erkennen. In vielen Fällen erfordert die Wölbungsmessung Erfahrung, Wissen und Können. Die Bereitstellung des erforderlichen Personals für die Messungen ist eine große Herausforderung, ebenso wie die Schwankungen der Messwerte zwischen den verschiedenen Anwendern.
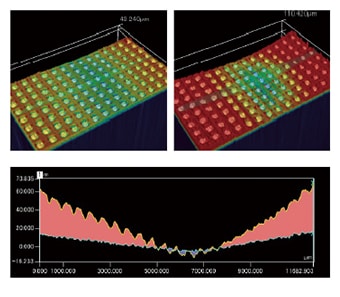
Um diese Messherausforderungen am Arbeitsplatz zu lösen, hat KEYENCE das 3D-Profilometer der Modellreihe VR entwickelt.
Die Modellreihe VR erfasst präzise die 3D-Form einer gesamten Oberfläche, ohne das Messobjekt zu berühren. Ein 3D-Scan des Messobjekts auf dem Objekttisch kann in nur einer Sekunde abgeschlossen werden, ohne es vorher präzise positionieren zu müssen. Dadurch ist eine hochpräzise Messung der 3D-Form möglich. So lassen sich quantitative Messungen und Prüfungen sofort durchführen, ohne dass die Messergebnisse variieren. In diesem Abschnitt werden einige Vorteile der Modellreihe VR vorgestellt.
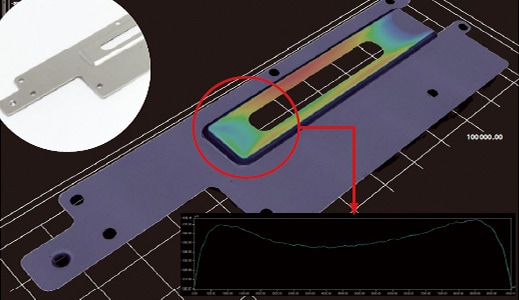
Vorteil 1: Scannen Sie die Oberflächenform und die Form des gesamten Messobjekts kann sofort erkannt werden
Das Ziehen ist zum Beispiel ein Pressvorgang, bei dem es sehr schwierig ist, die optimalen Verarbeitungsbedingungen zu bestimmen. Unerwartete Verformungen von Materialien können durch mechanische Beanspruchung auftreten. Es muss darauf geachtet werden, dass Wölbung und andere Umformfehler vermieden werden.
Mit der Modellreihe VR müssen Sie das Messobjekt nur auf dem Tisch platzieren und scannen. Die 3D-Form des Messobjekts kann erfasst werden und eine Positionierung ist nicht erforderlich.
Da die Höhe des Messobjekts farblich angezeigt werden kann und die Profilmessung an jeder beliebigen Stelle des Messobjekts möglich ist, können Sie die Positionen und genauen Zahlenwerte von Formfehlern visualisieren und identifizieren. Auf diese Weise lassen sich die Ursachen von Fehlern, die durch die Formen, Matrizen und Umformbedingungen verursacht werden, problemlos identifizieren und korrigieren.
Da die Formdaten quantitativ gemessen werden, ist es möglich, Wölbungen auf der Grundlage der Toleranzwerte zu überprüfen oder die Messungen zur Trendanalyse zu verwenden.

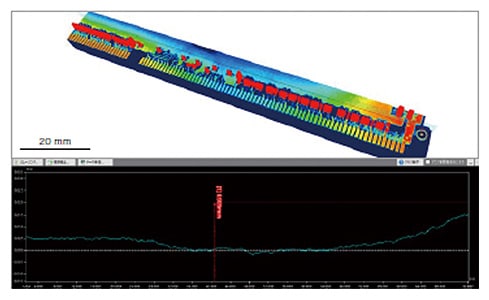
Vorteil 2: Schnell und vollständige Erfassung der Oberfläche ermöglichen es Wölbungen am gesamten Messobjekt zu erkennen
Durch die Erwärmung während des Reflow-Verfahrens kann es zu Wölbungen der Leiterplatten kommen, die das Anheben von Anschlussstiften oder andere Herausforderungen verursachen können. Mit gängigen taktilen Messsystemen ist es jedoch äußerst schwierig, Wölbungen der gesamten Leiterplatte nach der Bestückung zu messen.
Mit der Modellreihe VR ist es möglich, die gesamte Oberfläche berührungslos in nur einer Sekunde zu scannen, indem Sie einfach die Leiterplatte mit den bestückten Komponenten auf den Objekttisch legen. Damit können Sie nicht nur die Wölbung der gesamten Leiterplatte erkennen, sondern auch das Anheben der bestückten Komponenten sofort feststellen. Da Profildaten auch an den fehlerhaften Stellen oder an jeder Stelle des Messobjekts gewonnen werden können, kann die Modellreihe VR schnell detaillierte Daten über Formveränderungen erfassen.
Eine sorgfältige Positionierung des Messobjekts ist nicht erforderlich. Durch eine automatisch Anpassung wird die Position automatisch korrigiert, um eine schnelle und einfache quantitative Messung und Prüfung zu ermöglichen.
Vorteil 3: Mehrere Messdatensätze können quantitativ verglichen und analysiert werden
Die Modellreihe VR kann die 3D-Form des gesamten Messobjekts durch eine 3D-Abtastung der Oberfläche in nur einer Sekunde messen. Dies ermöglicht die quantitative Messung einer großen Anzahl von Messobjekten in kürzerer Zeit als mit bisher verwendeten Methoden. Auf diese Weise können mehrere effizient gesammelte Messdatensätze in Listen angezeigt werden und derselbe Analyseinhalt kann auf alle Daten gleichzeitig angewendet werden.
Unterschiede in den Formdaten von mehreren Messobjekten können auf einen Blick bestätigt werden. Dies ermöglicht die Durchführung einer Stapelanalyse der Ebenheit unter Verwendung mehrerer Datensätze und eine einfache quantitative Bewertung, wie stark ein n.i.O.-Teil im Vergleich zu einem OK-Teil gewölbt ist.
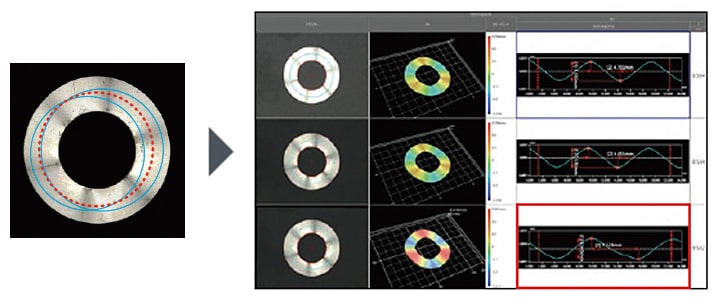
- Links
- Mit einem handelsüblichen Messsystem ist ein Vergleich aufgrund von Unterschieden bei den Messstellen und Schwankungen der Messwerte schwierig.
- Rechts
- Mit der Modellreihe VR erfolgt die Messung sofort, ohne dass eine Positionierung erforderlich ist. Quantitative Vergleiche und Analysen mehrerer Sätze von Messergebnissen können einfach durchgeführt werden, indem sie nebeneinander angezeigt werden und derselbe Analyseinhalt auf alle Messergebnisse gleichzeitig angewendet wird.
Zusammenfassung: Erhebliche Verbesserung und höhere Effizienz bei komplexen Wölbungsmessungen
Die Modellreihe VR kann Wölbungen und andere präzise 3D-Formen dank der flächenhaften Erfassung messen, ohne das Messobjekt zu berühren.
- Da die gesamte Oberfläche gemessen wird, ist es möglich, alle Stellen mit Wölbungen auf dem Messobjekt zu identifizieren und die Profilmessung an jeder gewünschten Stelle durchzuführen.
- Es ist keine Positionierung erforderlich. Legen Sie einfach das Messobjekt auf den Objekttisch und betätigen Sie einen Knopf, um die Messung durchzuführen.
- 3D-Formen können mit hoher Geschwindigkeit und Genauigkeit gemessen werden. Dadurch ist es möglich, eine große Anzahl von Messobjekten in kurzer Zeit zu messen.
- Mehrere Messdatensätze können einfach und quantitativ verglichen und analysiert werden.
Darüber hinaus ist es durch die Festlegung einer Toleranz für die Ebenheit möglich, OK/n.i.O.-Produkte einfach zu beurteilen und n.i.O.-Produkte anhand der Daten zu analysieren. Die Modellreihe VR ermöglicht die Wölbungsmessung von Messobjekten wie oberflächenmontierten Leiterplatten, die bisher nicht gemessen werden konnten. Das System ermöglicht eine schnelle und präzise Wölbungsmessung, eine erhebliche Verbesserung der Effizienz der Messungen und eine nahtlose Datenanalyse.
